Proudly Hand-Built in America!
Pit Stop Performance is dedicated to helping connoisseurs of the Z1, KZ900, KZ1000, KZ1100, GPZ1100 and ZX1100A return their beloved motorcycles to their former glory. Pit Stop Performance has been in business in Central Florida since 1973. In the summer of 1974 I purchased my first Kawasaki Z1. Shortly after that, the Z1 and its derivatives became the only bikes we worked on at Pit Stop Performance. My Z1 made its first trip down the drag strip when the odometer had 243 miles on it. We have been building them and racing them ever since. We have done it all. There is no damage that we have not seen and repaired. There is no modification that we have not done, most of them many times. We have the parts and expertize to get you where you want to go. We have shipped motors to all parts of the globe. We have built motors for street riding, road racing and drag racing. All machine work is done in house. We do not, unlike our motors, work fast. Average time to complete a motor is eight to ten weeks. All machining is done on site. All refinishing and assembly is done on site. Welding is done for us as well as polishing and chroming, using the best craftsmen we can find. Our objective when building a motor for street operation is twofold. We shoot for excellent throttle response and lower end torque. Both of these engine performance features make the bike easier to operate as well as more fun to operate. That is our final objective, to make riding your bike as much fun as possible. You deserve it.
Should you have specific questions about our products or services, please contact us.
Contact Us Today
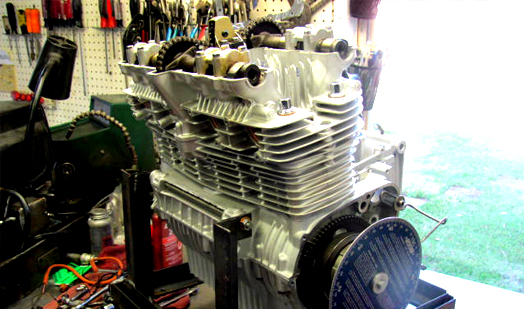
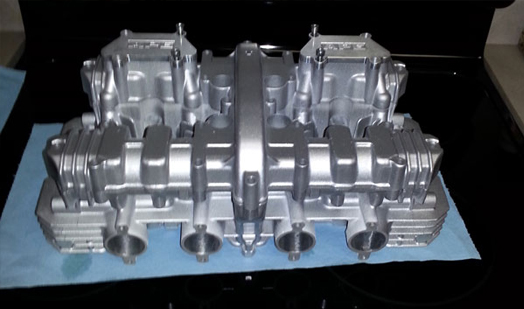


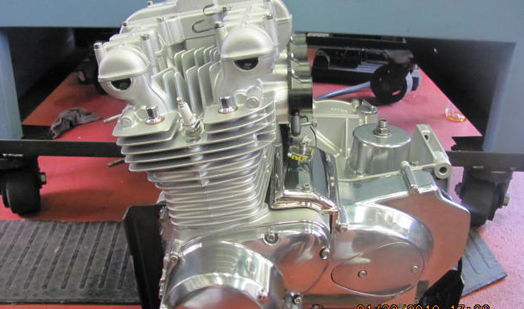


Recent samples of our work. If you’d like to find out more about the quality workmanship that goes into our products, feel free to contact us.